The following was presented at ICR2023 – 26th International Congress of Refrigeration, August 21st-25th, 2023 in Paris, France.
ABSTRACT
In May 1992, the development and implementation of a Process Safety Management (PSM) standard became a compulsory legally binding national requirement for refrigerated facilities using ammonia as the refrigerant in quantities above 4,535 kg in the United States. The goal of PSM is to prevent catastrophic incidents involving the use of flammable or toxic chemicals, including anhydrous ammonia. This paper provides a high-level overview of requirements for developing and implementing a PSM program. Longitudinal data on incidents and accidents in the United States, as a gross indicator of beneficial outcomes of this regulatory requirement, are presented. Challenges with program implementation and sustained performance are discussed along with recommendations that encourage recognizing collateral benefits that, when recognized, can drive broader positive impacts beyond regulatory compliance.
Keywords: Ammonia refrigeration, Safety, Process safety management, Incidents, Accidents
1. INTRODUCTION
History is replete with catastrophic accidents involving hazardous chemicals. The world’s most significant industrial accident occurred on December 2-3, 1984 at the Union Carbide India Limited pesticide plant in Bhopal, India where more than 200,000 people were exposed to an accidental release of methyl isocyanate (MIC) resulting in more than 6,000 fatalities and countless permanent injuries to the survivors exposed Varadarajan et al. (1985) and Kletz and Amyotte (2019). Following Bhopal, the U.S. Occupational Safety and Health Administration (OSHA) immediately began investigating producers and users of MIC within the U.S. Shortly after in August 1985, a Union Carbide plant in Institute West Virginia, USA accidentally released a toxic cloud of aldicarb oxime and methyl chloride injuring 135 prompting OSHA to broaden its vision to include plants that have or use any toxic chemicals.
These incidents prompted the U.S. OSHA to create a demonstration program comprised of special inspections across a chemical industry segment to determine what practices could prevent or mitigate accidents with hazardous chemicals. Efforts within both OSHA and the broader chemical industry accelerated following another major accident in 1989 at the Phillips 66 Chemical plant resulting in 23 fatalities and 130+ injuries, Mannon (2005). In July 1990, after the Arco Chemical plant suffered an explosion that resulted in 17 fatalities, OSHA released a proposed standard on Process Safety Management (PSM). Approximately four months later, the United States Congress passed amendments to its Clean Air Act which, in part, mandated that OSHA coordinate with the Environmental Protection Agency (EPA) and create regulations to prevent accidents involving toxic chemicals and flammables posing a threat to employees and the off-site public and environment, respectively. OSHA’s final version of the Process Safety Management (PSM) standard became a regulatory requirement, nationally, effective on May 26, 1992 following the agency’s response to numerous public review comments and hearing testimony from various stakeholders impacted by the standard (29 CFR 1910.119). EPA published its final rule on a companion “Risk Management Program (RMP)” (40 CFR 68) four years later in June of 1996, which is also a regulatory requirement nationally.
The PSM standard applies to facilities that have processes storing or otherwise utilizing 136 specifically defined hazardous chemicals at or above threshold quantities identified within the standard as well as flammable liquids or gases. The vast majority of food processing and large refrigerated distribution facilities in the U.S. are served by ammonia refrigeration systems and anhydrous ammonia was one of the 136 hazardous chemicals included in the PSM standard with a threshold quantity of 4,535.9 kg to trigger compliance with this new safety standard. Not being a “chemical processor”, the food industry was caught off guard with this new standard suddenly applying to their ammonia refrigeration systems.
Although PSM has been law in the U.S. for more than 30 years, consistent and full compliance with its provisions continues to be elusive. In the section that follows, the basic requirements of PSM are summarized. Longitudinal trends in industry accidents compiled by EPA are presented to show evidence these chemical safety regulations are reducing frequency and severity. Trends in specific areas of non-compliance based on OSHA inspection data are also provided. The paper concludes with recommendations to achieve greater compliance into the future. Namely, shifting from a “compliance” mindset to a “benefits to business” mindset. This shift is needed for plants with covered processes to achieve full benefits that PSM and RMP can deliver beyond simple “regulatory compliance.”
2. PROCESS SAFETY MANAGEMENT OF HIGHLY HAZARDOUS CHEMICALS
As noted above, the Process Safety Management (PSM) standard, 29 CFR 1910.119, applies to ammonia refrigerated facilities within the U.S. that have a refrigeration system with an inventory of anhydrous ammonia at or above 4,535.9 kg. PSM also applies to facilities with two or more individual ammonia refrigeration systems where their respective system inventories may be below the 4,535.9 kg but, collectively, exceed the 4,535.9 kg threshold whenever their physical proximity can result in a collateral release due to an incident. The goal of PSM is to minimize the accidental release of chemicals that can adversely impact personnel on the plant’s site. Although not covered in this paper, the U.S. Environmental Protection Agency’s Risk Management Program (RMP), 40 CFR 68, mirrors the requirements of PSM and it includes additional measures that aim to protect the off-site public and environment surrounding facilities using or storing these chemicals.
The core of the PSM standard is embodied in 14 interrelated and interconnected functional elements. Part (a) of the PSM standard covers applicability and part (b) definitions. The heart of the PSM standard begins with element (c) and continues through element (p). In the section that follows, the PSM requirements are briefly summarized. The terminology “covered process” is used below and this refers to refrigeration system with 4,535.9 kg or more of ammonia.
2.1. PSM requirements
Element (c) of PSM covers “Employee Participation” and requires plants (employers) to develop a written plan for involving its employees in analyzing process hazards and developing other elements required by the standard.
Element (d), “Process Safety Information” (PSI), requires employers to compile information relating to the chemicals used in the process, technology of the process, and process equipment. Chemical information includes toxicity, permissible exposure limits, physical data, reactivity data, corrosivity data, thermal/chemical stability data and the effects of inadvertent mixing with other materials that could foreseeably occur. Information related to the technology of the process includes a simplified process flow diagram, process chemistry, maximum intended chemical inventory, safe upper and lower limits for pressures, temperatures, flows, and compositions, and an evaluation of the consequences of deviating outside of those limits. The PSM requirements for documenting the process equipment are quite expansive and include the materials of construction used throughout the equipment, as-built piping and instrument diagrams (P&IDs), electrical classification, relief systems design, ventilation system design, safety systems design, mass and energy balances, and the design codes and standards employed. The PSI is often viewed as the information or data repository for all other elements of the standard to draw upon.
Element (e), “Process Hazard Analysis” (PHA), requires plants to identify hazards associated with their covered process or its surroundings, evaluate the significance of the identified hazards, and develop recommendations to reduce hazards to a tolerable risk threshold. PHAs must consider facility siting, human factors as well as the failure of the specific engineering and administrative controls related to each hazard identified. Specific recommendations to reduce individual hazards to an acceptable threshold that result from the PHA must be addressed in a timely fashion and documented to closure.
Element (f) requires development and implementation of written “Operating Procedures” for the covered process that includes all phases of the operation. Operating phases include initial start-up, normal operation, temporary operation, emergency shutdown, emergency operation, normal shutdown, and start-up after an emergency shutdown. The operating procedures must encompass not only individual pieces of equipment within the system but the collective operation of the equipment as a whole. Importantly, the operating procedures must incorporate safety and health considerations as well as engineered safeties and their function. Employers are required to annually certify the operating procedures are current and accurate.
Element (g), “Operator Training”, requires employers to train each employee involved in operating the PSM covered process in an overview of the process and the operating procedures applicable to the process before the employee is allowed to operate the process. Although PSM does not require operators to obtain an industry credential or certification, it does require employers to verify operators have demonstrated they understood the training. In addition to initial training, the standard requires refresher training at least every three years and more frequently, if required, to ensure the employee adheres to the established operating procedures developed in element (f).
Element (h) applies to “Contractors” performing maintenance, repair, or specialty work on or around the PSM covered process. Employers hiring contractors are required to evaluate a contractor’s capabilities to ensure they have appropriate expertise, robust safety programs, and safety record prior to retaining their services initially and periodically thereafter. The employer is also responsible for training the contractor on the operating procedures relevant to their PSM covered process for those situations where a contractor may have its personnel involved in operating the system. The employer must also inform contractors of known hazards associated with the covered process or the broader facility as well as requirements that relate to the facilities’ emergency response or emergency action plans.
Element (i) covers “Pre-Startup Safety Review” (PSSR) for new facilities and for existing facilities that are modified. The PSSR must confirm that the construction and equipment is in accordance with the design and specifications as well as that safety, operating, maintenance, and emergency procedures are all in place and adequate prior to start-up. When a PHA is conducted on new facilities or when required due to significant modifications to existing systems or facilities, the PSSR must confirm that all recommendations that result from the PHA process have been fully addressed and documented to closure. Finally, the PSSR must confirm that each employee who will be involved in operating the new or modified process has completed training on the new or modified process.
Element (j) covers “Mechanical Integrity” (MI) for the covered process. A written program that defines the relevant inspections, tests, and routine maintenance (ITM) for the system must be developed and then implemented. The ITMs for the equipment used in the covered process as well as related safety systems such as refrigerant detection, backup power, etc. must be consistent with manufacturer’s recommendations, good engineering practices, and the plant’s own experiences in operating the system. If equipment degrades more rapidly, the employer must adapt the interval for inspection, test, and maintenance/replacement accordingly. Employees or contractors involved in conducting ITMs must be trained on the written procedures for inspections, tests, and maintenance/repair/replacement. When deficiencies in process equipment are discovered to extend outside of acceptable limits as-documented in the process safety information (d), corrective action is required before further operation or in a timely manner when appropriate steps are taken to ensure the safety of the ongoing operating equipment.
Element (k) “Hot Work” requires employers to develop a formal program to prevent fire and explosions from occurring while conducting hot work (welding, cutting, brazing, grinding, etc.) in and around the covered process. The hot work process must include deployment of appropriate fire prevention and protection in accordance with a related OSHA standard (1910.252) to be in place before the hot work commences.
Element (l) relates to “Management of Change” (MOC) where employers must establish a formal program with documented procedures aimed at ensuring continuity of safe system operation associated with changes to the system that will inevitably occur over its lifetime. The MOC process must document the technical basis for the change, impact of the change on health and safety, modifications to existing operating procedures or development of new operating procedures are completed, necessary time period for the change, and authorizations for the change. The MOC process also ensures that appropriate updates to process safety information, process hazard analyses, operating procedures, and training have been completed prior to start-up. Think of the MOC process as being responsible for maintaining the currency of the overall PSM program throughout the life of the system.
Element (m) establishes requirements for “Incident Investigations” for each incident that resulted in or could have reasonably resulted in (i.e. a near miss) a catastrophic release of hazardous or flammable chemicals. The incident investigation must begin promptly but not later than 48 hours following the incident. The investigation is conducted by a team with appropriate knowledge and expertise to thoroughly analyze the incident and contributing factors. If the incident involved a contractor, a representative from the contractor’s organization must be part of the incident investigation team. The incident investigation process must product a report that includes the date and time of the incident, date and time the investigation began, description of the incident, and factors that contributed to the incident. Any recommendations for preventing future reoccurrences of the incident or near miss must be documented and promptly resolved. Incident investigation reports must be retained for five years.
Element (n) covers “Emergency Planning and Response” (EP&R) which, at a minimum, must include a written emergency action plan that will define processes and procedures to safely egress employees out of the facility in the event of an uncontrolled release of hazardous chemicals. The EP&R plan must also identify the means and methods for handling small releases.
Element (o) relates to “Compliance Audits” (CA) which requires employers to certify they have evaluated their PSM program to verify the procedures and practices developed under the PSM standard are adequate and being followed. The CA must be conducted by personnel knowledgeable in the covered process and audit principles. A report of any findings or deviations of the plant’s PSM program compared to the PSM standard documented and the deviations addressed promptly. The audit process must be conducted at least every three years and employers are required to retain the two most recent audit reports.
Element (P) covers “Trade Secrets” which allows employers to protect those aspects of their covered process considered a trade secret but prevents the employer from withholding information that employees need to safety operate and maintain the covered process. It is exceptionally rare for ammonia refrigeration systems that are covered by PSM to have trade secrets so this element is idle for nearly all ammonia systems.
2.2. Regulatory impact
Measuring the impact regulations such as PSM is difficult. In the U.S., end-users with accidents that do not involve fatalities are not required to report to OSHA. There is compulsory reporting to a centralized National Response Center in the U.S. whenever an accidental release of ammonia exceeds 45.4 kg. Figure 1 shows data for reported accidental releases from food and beverage processing plants in the U.S. compiled by EPA. Although the number of accidents has fluctuated year-over-year, there is a clear downward trend since EPA’s RMP regulation went into effect in 1996.
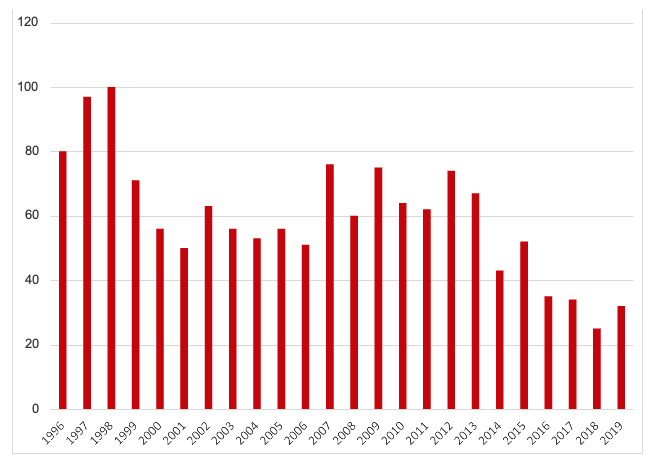
Figure 1: Ammonia-related food and beverage industry accidents (RMP Database).
2.3. Lagging compliance
Another measure of performance to gauge regulatory impact is by inspecting facilities to determine whether programmatic gaps exist. Although PSM has been a compulsory requirement in the U.S. for industrial refrigeration systems with more than 4,535.9 kg of ammonia for more than three decades, compliance has lagged. After the PSM standard was issued in 1992, it took several years for OSHA to establish policies, procedures, and guidance for its field personnel to enforce the standard. In 2002, OSHA began inspecting facilities as part of a Program Qualification Verification (PQV) effort. OSHA quickly discovered these inspections were quite resource intensive so the inspections were limited in number during those early years. In 2009, OSHA piloted a new inspection regimen for PSM-covered facilities called the National Emphasis Program (NEP). Following a successful pilot, OSHA formally implemented the NEP as a standing program in 2011 and NEP inspection data, expressed as the fraction of citations issued, during 2002, 2014, 2015, and aggregated results for 2016-2021 are provided in Figure 2.
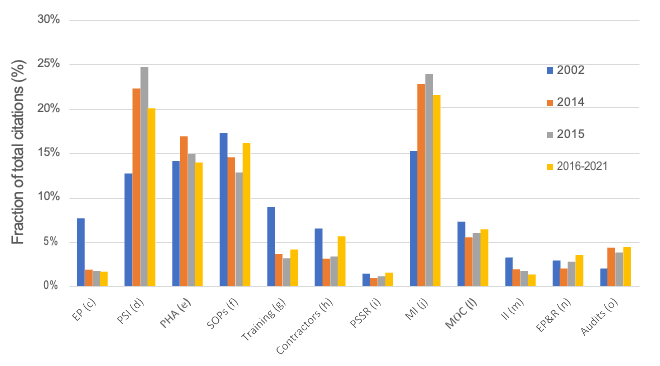
Figure 2: OSHA inspection citation data.
The top four areas most frequently cited for noncompliance included: mechanical integrity, MI (21.5%), process safety information, PSI (20.0%), operating procedures, SOPs (16.1%) and process hazard analysis, PHA (13.9%). These four elements comprise 72% of all citations issued for PSM noncompliance.
In the author’s experience, the lag in compliance with PSM is attributable to plants viewing this program as a regulatory paperwork exercise. The leadership responsible for PSM-covered facilities are not aware that 43% of plants that have large-scale catastrophic incidents either never reopen or close within two years. These plants have not considered or recognized the value PSM can deliver by reducing the likelihood of large-scale catastrophic events when properly implemented. Quite simply, compliance has lagged because plants are not aware there is a business case for PSM.
2.4. The Business Case for PSM
Implementing a strong PSM program offers the potential for providing significant benefits beyond “regulatory compliance.” The unrecognized benefits afforded by well-functioning PSM programs include the following.
Protection of plant employees. Food processors and refrigerated distribution facilities make a considerable investment in many of its employees, particularly their skilled trades and professional staff. What is the value of their loss? What is their “replacement” value? An effective PSM program aids in protecting the investment in people.
Protection of an investment. PSM provides an organized structure along with systematic processes to ensure the reliable and safe function of a primary component in food production and storage facilities – refrigeration. Refrigeration systems that function reliably and safely allow the plant to maximize the production of their food products; thereby, enabling revenue generation. Unsafe refrigeration systems put people, equipment, buildings, and other property on-site at risk, effectively, undercutting protection of capital assets needed for operations.
Protection of market share. Plants that experience large scale accidents with their ammonia refrigeration systems can suffer outages lasting hours to days or even weeks. Such disruptions can impact supply chains and loss of product shelf-space that can result with such disruptions adversely impacts market share and future sales. An effective PSM program helps minimize the likelihood of such outages.
Improvement of workplace “quality of life”. Employees value a workplace where risks to their health and safety are eliminated or minimized. An effectively functioning PSM program minimizes these risks. Employees greatly appreciate a workplace where risks to their health and safety are eliminated or minimized. An effective PSM program will help you avoid the real loss in productivity that occurs with a life-changing catastrophic event that can occur in a PSM complacent plant. Some anecdotal evidence has suggested that improved workplace quality of life attributable to sound PSM programs has anchored productivity gains. Boosted productivity contributes directly to the bottom line!
Community stewardship. A significant number of food processing facilities using ammonia as the refrigerant are located in small rural communities. In many cases, the plant is a central part of the community and a critical component of the local economy. Effective PSM programs minimize the likelihood of large-scale incidents that have the potential to directly and adversely impact the community near the facility and the collateral damage to the residents of the community if the facility suffers an extended outage.
Insurance and insurability. Increasingly, insurers are looking for plants to have functional PSM programs as an important means of protecting plant infrastructure and stored products on-site from collateral damage that can occur from uncontrolled ammonia releases. In some cases within the U.S., plants have found some difficulty in obtaining insurance for the value of their products without strong evidence of effective risk management. A well functioning PSM program lower insurance risks to a tolerable level; thereby, enabling coverage or premium reductions.
Goodwill. Goodwill is an intangible asset associated with the value of an organization influenced by multiple factors that include brand reputation, customer loyalty, customer service, employee relations, proprietary technology, among others. Most corporations vigorously protect and work to grow their organization’s goodwill because of its positive net impacts. Although goodwill is difficult to quantify, it is real and high-profile incidents and regulatory enforcement action (fines) publicized in today’s media can erode goodwill. An effective PSM program helps protect an organization’s goodwill.
Transitioning from a mindset of “regulatory compliance” to “business case” for implementing effective PSM programs is essential to realize the full potential of the program and the benefits it offers. The strategy for realizing the business case is by knitting PSM into the fabric of business practices rather than the current approach with the program being bolted on. This process begins with senior leadership’s awareness of PSM and its potential positive benefits. It then requires their commitment to supporting the full engagement of staff being part of the implementation process. It requires realizing that staff not directly responsible for operating and maintaining the covered process, such as purchasing/procurement staff, do need to know PSM and how decisions they make could adversely impact the process. It also requires that plant leadership be involved with and accountable to the full implementation of PSM. This means that PSM needs to be tied to their annual evaluation and compensation. This also means that plant leadership needs to hold all plant personnel accountable to effectively executing the requirements of PSM.
3. CONCLUSIONS
Process Safety Management (PSM) has been a regulatory requirement in the U.S. for more than thirty years. Applicable to refrigerated facilities with refrigeration systems using 4,535.9 kg or more of ammonia, PSM aims to reduce the probability of catastrophic ammonia releases that have the potential to cause injury, fatality, infrastructure damage, and/or business interruptions. Evidence from the field has shown compliance with PSM has been spotty because it is viewed through the lens of “regulatory compliance” which creates a minimalist attitude toward its implementation rather than being viewed as an effective tool that can provide more significant benefits to the business. Strong PSM programs that are integrated into the normal business practices of an organization can deliver significant benefits that include: protecting the investment in human resources, infrastructure, insurability, market share, community stewardship, and business goodwill. Viewing PSM through the lens of being business critical enables these benefits to be realized and regulatory compliance organically occurs.
ACKNOWLEDGEMENTS
The author would like to acknowledge the organizations that have funded the Industrial Refrigeration Consortium for more than a quarter century for their leadership and commitment to improving the safety, efficiency, reliability, and productivity of industrial refrigeration systems that form the backbone of the modern-day cold chain.
REFERENCES
Kletz, T. and Amyotte, P. (2019) What Went Wrong? Case Histories of Process Plant Disasters and How They Could Have Been Avoided, 6th Edition, Elsevier Inc.
Mannan, S. ed., (2005) Lees’ Loss Prevention in the Process Industries Hazard Identification, Assessment and Control, 3rd Edition, Elsevier Inc.
Varadarajan et al. (1985) “Report on scientific studies on the factors related to Bhopal toxic gas leakage” Indian Council of Scientific and Industrial Research
Click here to learn more about the Process Safety Management Professional (PSMP) Certificate.
Click here to learn more about our Ammonia Refrigeration courses.
 Douglas REINDL, Ph.D., P.E.
Douglas REINDL, Ph.D., P.E.
Professor, Mechanical Engineering and Director, Industrial Refrigeration Consortium
University of Wisconsin-Madison
Madison, WI 53706 USA
dreindl@wisc.edu